PU Foam Bonding: Wrong Adhesive = All Effort Wasted!

Polyurethane (PU) foam, also known as polyurethane foamed material, is widely recognized for its softness, breathability, excellent elasticity, and outstanding cushioning and impact resistance. Thanks to these properties, it has been extensively used across various industries, including automotive interiors, household products, and medical supports.
To fully leverage the performance advantages of PU foam, selecting the right adhesive is crucial. An ideal adhesive must not only provide strong bonding strength but also maintain the foam’s inherent softness and flexibility without causing deformation, hardening, or odor issues. Among the available options, water-based pressure-sensitive adhesives (water-based PSA) stand out as one of the most suitable choices for bonding PU foam. They are environmentally friendly, low in VOC emissions, safe to handle, and easy to apply, making them highly compatible with modern manufacturing requirements.
However, choosing the right adhesive alone is not enough to achieve optimal results. To truly realize efficient and high-quality lamination, it is essential to pay close attention to process optimization. Key factors such as coating uniformity, drying conditions, lamination pressure, temperature control, and curing time all play a critical role in determining the final bonding performance. In addition, surface treatment of the PU foam, such as cleaning or priming when necessary, can further enhance adhesion reliability.
By combining a suitable water-based PSA with a well-optimized lamination process, manufacturers can achieve strong, durable, and consistent bonding results, while also meeting environmental standards and improving overall production efficiency.
一、Common Issues in PU Foam & Adhesive Lamination
1.Delamination
Phenomenon: Easy separation of laminated materials and insufficient peel strength.
Root Causes: Interface contamination, insufficient adhesive affinity, incomplete drying.
2.Bubbles / Blistering
Phenomenon: Pinholes, bubbles, or large-area blisters in the adhesive layer.
Root Causes: Trapped gas, uncontrolled drying rate, uneven coating.
3.PU Foam Deformation
Phenomenon: Local collapse of foam and reduced elasticity.
Root Causes: Excessive adhesive application, excessively high drying temperature, improper pressure.
4.Incomplete Adhesive Drying
Phenomenon: Moist adhesive layer and high risk of re-tack.
Root Causes: Incorrect oven parameters, excessive line speed.
二、Solutions
Successful lamination of PU foam and adhesive requires systematic, precise control over the entire process. It should be implemented in 4 key steps:
Step 1: Select the Right Materials
Adhesive selection is the primary prerequisite for success—there is no “universal adhesive” for all applications. Therefore, we should choose a water-based pressure-sensitive adhesive that is highly compatible with PU foam properties.
F0955 From F6 adhesive is specifically developed for PU foam. Based on its characteristics, here are the key considerations for selecting adhesives for PU foam:
- Good Adhesion: Surface Energy Matching
The adhesive must adhere well to the PU foam surface, with uniform coverage and high anchoring strength, avoiding pseudo-bonding. This requires matching the surface energy of the adhesive and PU foam.F0955’s molecular polarity is highly compatible with foam surface energy, enabling rapid spreading and uniform film formation after application, preventing “partial non-adhesion” or “shrinkage” issues.
- Strong Bonding: Accurate Viscosity Selection
After lamination, the PU foam must bond firmly to the target substrate. Therefore, select adhesives with properties tailored to final product requirements:
- High initial tack for quick fixation
- High anti-rebound capability for curved surface applications.
- F0955 offers balanced initial tack and holding power, delivering excellent performance on curved surfaces (e.g., minimal rebound after wrapping or face-to-face bonding in automotive wire harnesses).
- Non-Corrosive: Chemical Compatibility
- The adhesive must be “mild” and chemically compatible with PU foam, meaning it will not cause embrittlement, hardening, or corrosion of the foam, preserving its elasticity and softness.
- F0955 has a pH range of 6.5–8.5 (near-neutral weak acid to weak alkaline; milk pH ≈6.5, soap pH ≈8.5–11), ensuring minimal chemical reaction with PU foam and no adverse effects on the material.
- Easy Drying: Oven Compatibility
Water-based adhesives consist primarily of water and resin; thorough water evaporation is essential to form a solid bond. Thus, drying must be optimized by matching oven length, ventilation capacity, and line speed to the adhesive’s properties.
F0955 is a high-solid-content (60%) adhesive with uniform particle size distribution, enabling easy coating and fast drying. By adjusting oven temperature, ventilation, and coating speed, it achieves rapid drying and lower energy consumption compared to low-solid-content adhesives.
- Compliance: Environmental & Safety Standards
As a chemical product, adhesives must meet environmental and safety regulations. As a water-based adhesive,
F0955 uses water as its solvent, featuring low odor, low VOC emissions, and no harmful solvents (e.g., benzene). It is fully compliant for high-environmental-demand applications such as automotive interiors and medical protective gear.
Step 2: Prepare the Foam Material
“To do a good job, an artisan must first sharpen his tools.” Proper foam preparation lays a solid foundation for strong bonding.
- Thorough Cleaning
Use cleaning equipment (e.g., ion air guns, dust removal rollers) to remove contaminants such as dust, oil, and mold release agent residues from the foam surface.
- Surface Activation(Core Step)
For PU foam with low surface energy, corona or plasma treatment is mandatory.
Purpose: Increase surface energy, introduce polar groups, and significantly improve adhesive wettability.
Quality Control: Regularly monitor treatment effectiveness to ensure stability; use treated substrates promptly to avoid surface energy decay.
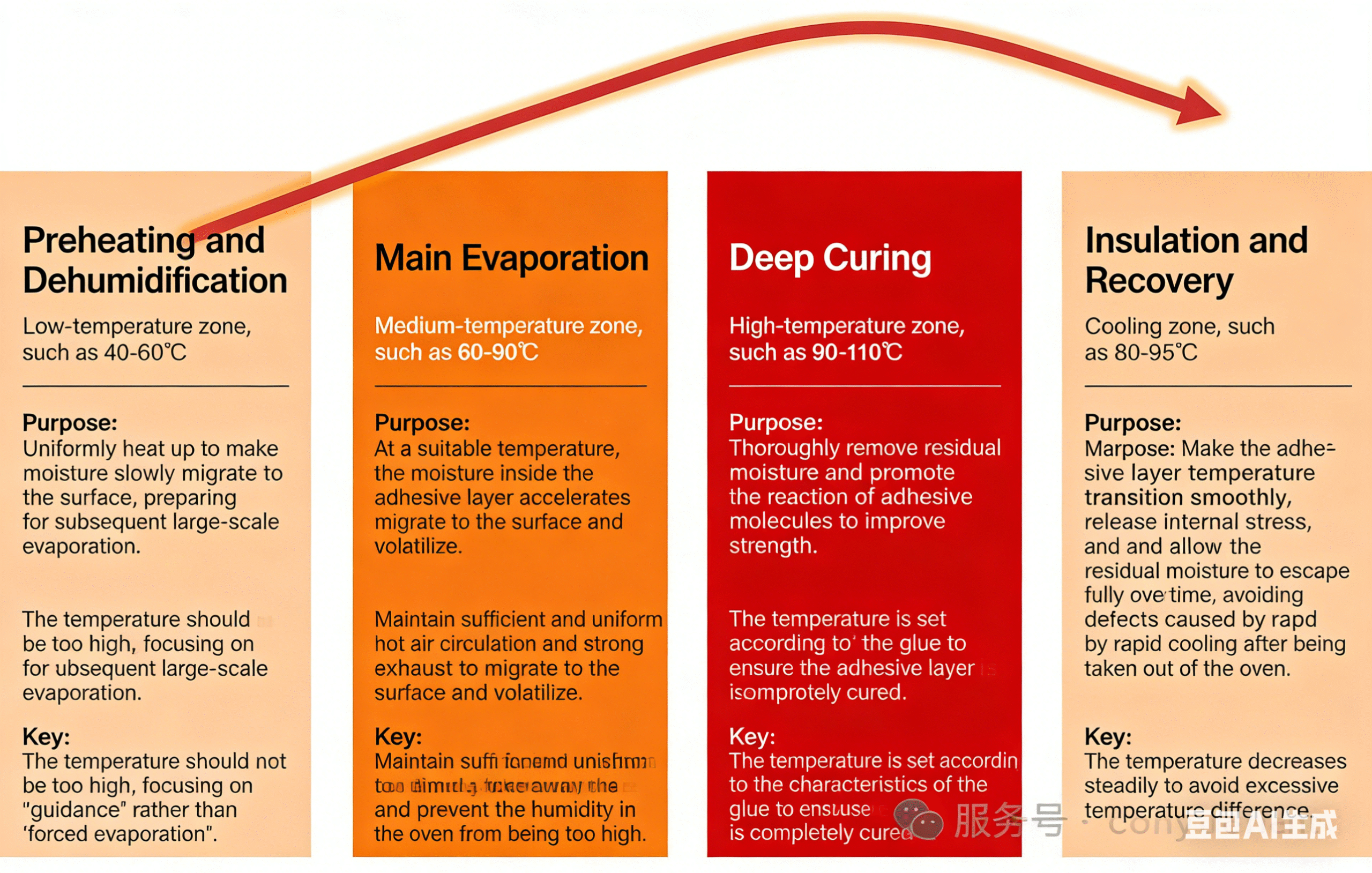
Step 3: Optimize Adhesive Drying
Water is the carrier of water-based adhesives and must be precisely managed during drying. A well-designed oven temperature profile ensures complete drying.A four-stage oven temperature profile is recommended, illustrated using typical parameters for F0955 adhesive:
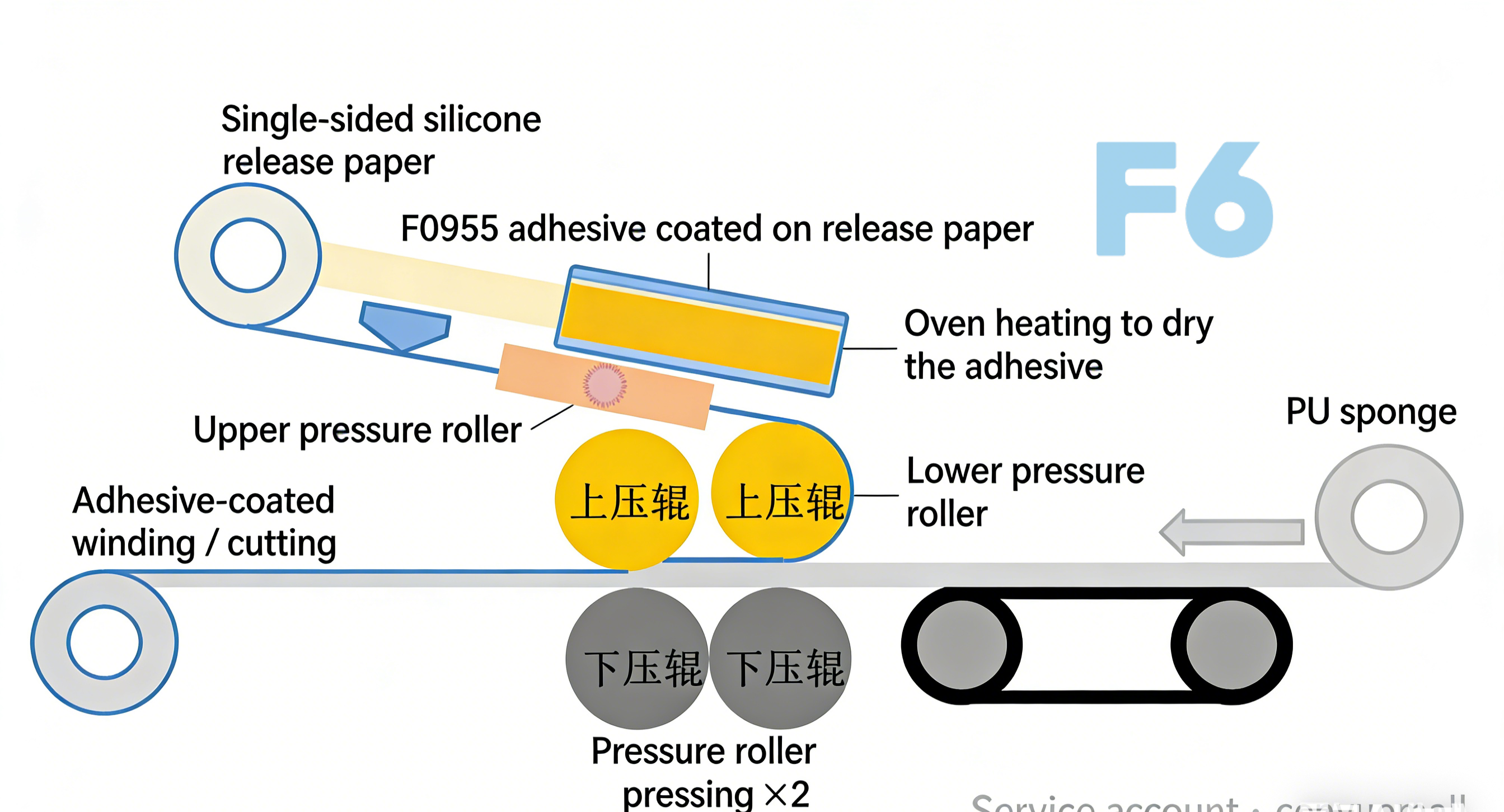
Step 4: Gradual Lamination
Compounding pressure is the final critical process to eliminate interfacial gas and achieve intimate bonding. Adopting a two-stage roller design is an effective way to optimize lamination results.
First Set of Rollers: Pre-lamination Rollers
Apply light pressure to initially bond the adhesive layer with the PU foam.Control the pressure based on the initial height of the foam during the pre-compression stage.
Second Set of Rollers: Main Compaction Rollers
On the basis of pre-lamination, uniformly increase the pressure to achieve the final tight lamination.Define the pressure using the foam compression rate as the core indicator, and calculate the height parameters corresponding to the actual pressure by combining the “original thickness” and “compression rate”.
Example Calculation:
If the initial thickness of the PU foam is 10 mm and the target compression rate is 10%, the gap height for the first set of pre-lamination rollers should be set to 10 mm.Compression amount = 10 mm × 10% = 1 mm → Therefore, the gap height for the second set of main compaction rollers must be set to 9 mm (correction note: 10mm – 1mm = 9mm, to match the 10% compression rate).
Conclusion
Through the collaborative control of these four aspects—from precise adhesive selection and interface treatment, to scientific moisture management (oven temperature profile), and finally to rational lamination pressure design—we can systematically resolve various issues in the lamination of water-based pressure-sensitive adhesives and PU foam, ultimately achieving high-quality and stable production.
三、Quality Control
1. Post-Lamination Quality Inspection
After the foam is coated with adhesive, it must be allowed to stand for at least 24 hours (72 hours recommended) before use.In addition, quality shall be controlled through immediate inspection + long-term monitoring to ensure the product meets application requirements.
Immediate Inspection
Face-to-Face Bond Test
Gently press the adhesive-backed foam against itself, pull with moderate force, and observe the separation.If the adhesive layer remains uniformly attached to the foam surface without obvious peeling or delamination, the adhesion meets the standard.
Visual and Tactile Inspection
Check the material surface for bubbles, blisters, or partial debonding.Touch the adhesive layer to confirm normal tack and flat surface, preventing post-cure tack caused by incomplete drying.
Retained Sample Testing
Room-Temperature Stability Test
Take samples from each batch, apply the adhesive-backed foam to the target substrate (e.g., automotive interior parts, furniture panels), and leave it at room temperature for several days.Record any problems such as falling off or edge lifting.
Scenario-Based Environmental Test
If the product is used in high-temperature and high-humidity environments, additional temperature and humidity simulation tests are required (e.g., storage at 85℃ / 85% RH for 24 hours) to verify bonding stability between the adhesive-backed foam and the substrate, ensuring no failure during long-term use.

2. Production Process Control
From adhesive storage to equipment maintenance, refined management of every step is the key to stable production.
Adhesive Storage
The adhesive shall be stored in an environment between 0–40 °C and used within 6 months if possible.
After opening, seal the container promptly to prevent skinning on the surface, which may affect coating uniformity and adhesion.
Production Environment
Stable temperature and humidity ensure a consistent drying rate and reduce lamination deviation caused by moisture absorption and deformation of the foam.
Adjust the workshop environment dynamically according to seasons:
- Summer: Ensure ventilation and dehumidification (to avoid foam absorbing moisture and increasing lamination difficulty).
- Winter: Raise the temperature appropriately (to prevent low temperature from reducing adhesive activity).
Equipment Maintenance
- Clean the coating roller daily to remove residual adhesive, avoiding clogging or uneven coating.
- Inspect the oven ventilation system regularly to ensure smooth hot-air circulation and prevent incomplete drying due to poor exhaust.
- Calibrate the roller pressure sensors monthly to avoid inconsistent lamination tightness caused by pressure deviation.
- Report equipment malfunctions immediately to prevent minor issues from developing into major failures.
- Through strict composite quality control via immediate inspection + retained sample tracking, combined with full-process management of adhesive storage, environment control, and equipment maintenance, the defect rate can be effectively reduced. This ensures that PU foam laminated products perform stably in various applications, delivering reliable and durable finished products to customers.
Conclusion
- High-quality PU foam lamination relies on four key steps:
- Choose the right adhesive (select an adhesive suitable for PU foam, e.g., F0955)
- Prepare the foam (proper cleaning + surface activation)
- Optimize the oven (adjust temperature and airspeed, using a 4-stage drying process)
Control lamination pressure (use two sets of rollers: light pre-lamination followed by high-pressure compaction to remove bubbles)
During production, continuous adjustment is required:
- Monitor ambient temperature and humidity
- Check adhesive viscosity
- Perform regular equipment inspections
- Pay attention to every detail
- Through the PDCA cycle (Plan-Do-Check-Act) to continuously optimize parameters,we can achieve products that bond firmly, do not deform, and perform reliably.